与时俱进,诚赢客户
不断为用户提供满意的高科技产品
全国服务热线0577-62768889


1热缩套管的制作工艺及缩短原理
热缩套管的制作进程如图2所示。如图所示,制作进程包括三个步骤:挤压,电子束*3辐照和胀大。在挤压进程中,树脂被挤压成管状。在电子束辐照进程中,管子是交联的。在胀大进程中,经过加热使交联的管子软化,然后施加内部压力以使管沿径向胀大。最后,将管冷却并固化为热缩套管。
热缩短管在受热时缩短的原理如图3所示。当电子束传输到由结晶区和非结晶区组成的结晶树脂*4时,树脂分子在非晶区域相互衔接。成果,树脂转变为具有在非晶区域中构成的交联点的交联树脂。经过加热使交联树脂胀大,然后冷却并固化为热胀大的交联树脂。当将热胀大的交联树脂加热到等于或高于晶体区域的熔点的温度时,晶体熔化并变软。成果,因为存在交联点,树脂缩短成胀大前的形状(形状记忆效应)。(1)
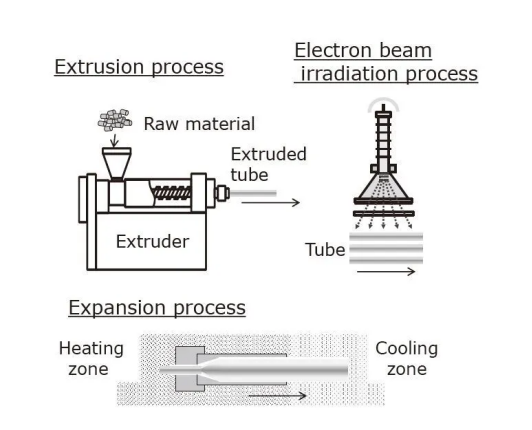
图2.热缩套管的制作办法
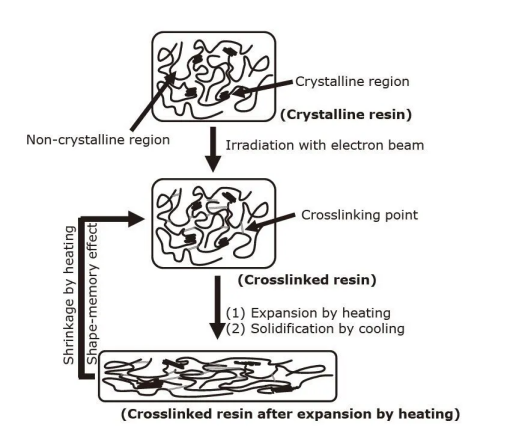
图3.产生热缩短性的原理
2管子材质的开发
热缩短管的缩短温度取决于用于管外层的树脂的熔点。从本钱,热缩短性和耐油性的视点出发,咱们选择聚乙烯作为基础树脂。聚乙烯是经济的而且具有优异的挤出特性。聚乙烯的研究成果标明,其弹性系数随其熔点的添加而添加,如图4所示。
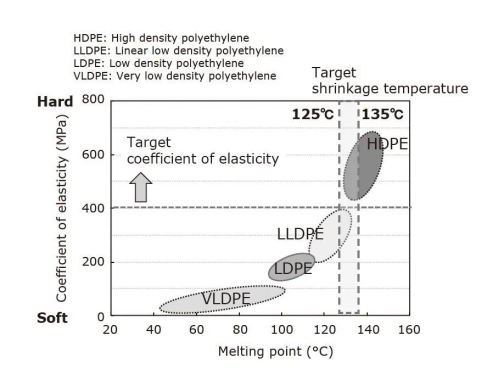
图4.各种聚乙烯的熔点和弹性系数
因为高密度聚乙烯(HDPE)*5的弹性系数高于其他类型的聚乙烯,因而有望供给高机械强度。但是,发现HDPE在加热到135℃(略低于其熔点的温度)一分钟时不能充沛缩短。相反,其他类型的聚乙烯在加热到125°C时会缩短,但在125°C的运用温度下会软化,然后在径向方向上产生内应力并滑出其预期方位(图5)。
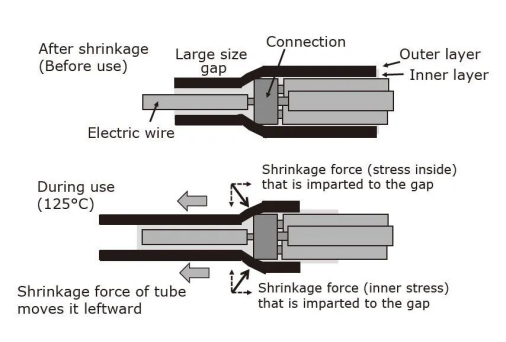
图5.运用时管子的方位位移机理
为了消除这些缺点,咱们将聚合物掺入聚乙烯中以优化其熔点。成果,咱们开发了一种新的根据聚乙烯的外层材质。新材质在加热到135°一分钟后会缩短(热缩短率:75%或更高),但在125°C的运用温度下不会缩短(热缩短率:20%或更低)或移位(图6)。
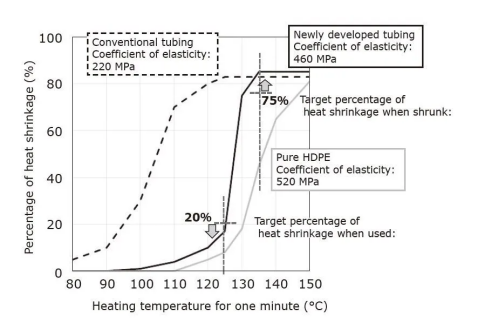
图6.新开发的管子(外层)的弹性系数的温度依赖性
上一篇:电缆附件进水的原因
下一篇:浅谈电缆分支箱验电接地工具的应用
联系电话
微信扫一扫
